
- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

ल्याब मानहरू बुझ्दै: रंग पढ्नको लागि सही तरिका - ईन्जिनियरिङ् प्लास्टिकमा रङ भिन्नता नियन्त्रणका लागि तीन कोर प्यारामिटरहरू
"कलरिमिटर रिपोर्टमा 2.1 को ΔE स्वीकार्य छ वा छैन?"
"ग्राहक भन्छन् ल्याब मानहरू बन्द छन्, तर रंगहरू मलाई लगभग उस्तै देखिन्छन्।"
यी हाम्रो प्राविधिक टोलीले हरेक दिन सुन्ने प्रश्नहरू हुन्। ईन्जिनियरिङ् प्लास्टिक उद्योगमा, रंग भिन्नता अब नाङ्गो आँखाले मात्र न्याय गर्दैन। चाहे त्यो मोटर वाहन भित्री भागहरू, 3C इलेक्ट्रोनिक आवासहरू, वा औद्योगिक संरचनात्मक अवयवहरू होस्, ग्राहकहरूले प्रायः सधैं स्पष्ट रूपमा उल्लेख गर्दै रंग भिन्नता स्वीकृति मानक समावेश गर्दछ: ΔE ≤ 0.5, निर्दिष्ट सहिष्णुताहरू भित्र L, a, b मानहरू सहित।
त्यसोभए L, a, र b वास्तवमा के हो? र किन तिनीहरू दृश्य निरीक्षण भन्दा बढी विश्वसनीय छन्? आज, हामी यी तीन प्यारामिटरहरू इन्जिनियरिङ प्लास्टिक उत्पादनको भाषामा व्याख्या गर्नेछौं।

I. रंगको "समन्वय प्रणाली": ल्याब कलर स्पेस
कल्पना गर्नुहोस् कि नक्सामा कुनै स्थान देखाउन, तपाईंलाई देशान्तर, अक्षांश र उचाइ चाहिन्छ। ल्याब रङ स्पेस रङको लागि "त्रि-आयामी समन्वय प्रणाली" हो।
1976 मा इन्टरनेशनल कमिसन अन इल्युमिनेशन (CIE) द्वारा स्थापित, यो रंग मापनको लागि विश्वव्यापी सुनको मानक हो। कुनै पनि रङ यस त्रि-आयामी स्थानमा समन्वयको सेट (L, a, b) द्वारा अद्वितीय रूपमा अवस्थित हुन सक्छ।
• L मान (लाइटनेस): ० देखि १०० सम्मको दायरा। L=100 शुद्ध सेतो हो, L=0 शुद्ध कालो हो। इन्जिनियरिङ प्लाष्टिकमा, कालो भाग खैरो देखिने वा सेतो भाग पहेँलो देखिनु अनिवार्य रूपमा L मानमा भएको परिवर्तन हो।
• एक मान (रातो-हरियो रंग) : सकारात्मक मानहरूले रातो, नकारात्मक मानहरूले हरियोलाई सङ्केत गर्छ। जब ज्वाला-प्रतिरोधी ABS जुन उज्यालो रातो हुनु पर्छ "नीलो ईंट रातो" मा परिणत हुन्छ, एक मान सम्भवतः मुद्दा हो।
• b मान (पहेँलो-नीलो रंग) : सकारात्मक मानहरूले पहेंलो, नकारात्मक मानहरूले नीलोलाई सङ्केत गर्छ। b मान सबैभन्दा "संवेदनशील" प्यारामिटर हो - PBT, PC, र नायलन जस्ता सामग्रीहरू उच्च-तापमान प्रशोधनको क्रममा पहेँलो हुने सम्भावना हुन्छ। जब b मान सकारात्मक रूपमा परिवर्तन हुन्छ, भाग स्पष्ट रूपमा "पहेंलो हुन्छ।"
II। तीन संख्या, तीन साझा "रङ भिन्नता लक्षण"
उत्पादन फ्लोरमा, हामी ल्याब मानहरूमा परिवर्तनहरू मार्फत द्रुत कारणहरू निदान गर्छौं:
1. L मानमा ठूलो विचलन - सामग्रीको अवस्था र मोल्डिङ प्रक्रिया जाँचलाई प्राथमिकता दिनुहोस्।
• उच्च L मान (धेरै सेतो/पहिरो): सम्भवतः कम मोल्ड तापमान वा कलर मास्टरब्याचमा अपर्याप्त टाइटेनियम डाइअक्साइड।
• न्यून एल मान (धेरै अँध्यारो): सम्भावित रूपमा सामग्री क्षरण (अत्यधिक उच्च-तापमान एक्सपोजर) वा खराब मोल्ड भेन्टिङ्ग।
2. मानमा ठूलो विचलन - सामग्रीको सूत्रीकरण जाँच गर्न प्राथमिकता दिनुहोस्।
• मानमा सकारात्मक परिवर्तन (रातो रङ): ज्वाला-प्रतिरोधी सामग्रीहरूमा सामान्य, जहाँ ज्वाला प्रतिरोधी उच्च तापक्रममा विघटन हुन्छ, रङको विकृति निम्त्याउँछ।
3. b मानमा ठूलो विचलन - सुकाउने अवस्था र इंजेक्शनको तापक्रम जाँच गर्ने प्राथमिकता दिनुहोस्।
• बी मानमा सकारात्मक परिवर्तन (पहेँलो): सबैभन्दा सामान्य कारण अत्यधिक सुख्खा वा अत्यधिक पग्लिने तापक्रम हो। नायलन सामग्रीहरू विशेष गरी संवेदनशील हुन्छन् - ०.५ को बी-मान बहाव नाङ्गो आँखामा "पहेँलो" देखिन्छ।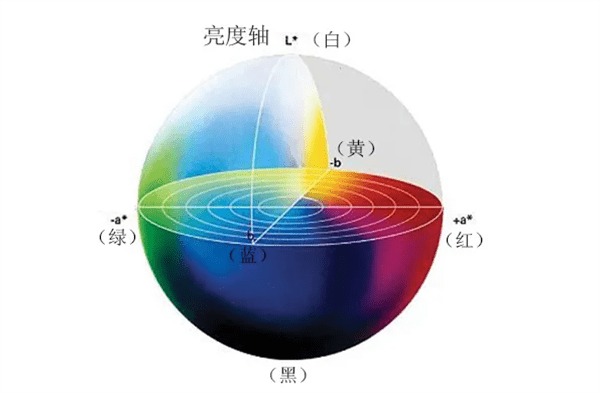
III। ΔE के हो? हामी किन ΔE एक्लै भर पर्न सक्दैनौं?
ΔE भनेको L, a, र b आयामहरू भरिको संयुक्त विचलन हो, जसलाई निम्न रूपमा गणना गरिन्छ:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
यसले "कुल रङ भिन्नता" संक्षेप गर्न एकल संख्या प्रयोग गर्दछ, छिटो निर्णय गर्न सजिलो बनाउँछ। यद्यपि, समस्या यो हो: एउटै ΔE ले धेरै फरक रंग विचलनहरू प्रतिनिधित्व गर्न सक्छ।
उदाहरणका लागि:
• केस A: ΔL=1.0, Δa=0, Δb=0 → ΔE=1.0 (थोरै धेरै सेतो)
• केस B: ΔL=0.6, Δa=0.6, Δb=0.6 → ΔE≈1.04 (तीनै दिशामा विचलन)
दुबैको लगभग समान ΔE छ, तर केस B धेरै "जटिल" छ र नाङ्गो आँखामा "मड्डीयर" देखिन सक्छ। त्यसकारण, व्यावसायिक रंग भिन्नता नियन्त्रणले ΔE र व्यक्तिगत सहिष्णुता दुवैलाई विचार गर्नुपर्छ। मोटर वाहन भित्री भागहरु को लागी एक सामान्य मानक हो: ΔE < 1.0, | ΔL | संग <0.5, |Δa| <0.5, |Δb| < ०.५।
IV। रंग भिन्नता कहाँबाट आउँछ? चार साझा स्रोतहरू
ग्राहकहरूलाई सेवा दिने वर्षको अनुभवको आधारमा, रंग भिन्नताका मुख्य स्रोतहरू चार कोटीहरूमा पर्छन्:
1. सामग्री ब्याच भिन्नता - ईन्जिनियरिङ् प्लास्टिकका विभिन्न ब्याचहरूमा आधार रंगमा थोरै भिन्नता हुन सक्छ। एउटै ग्रेडको लागि पनि, POM को लागि 0.3-0.5 को ब्याच-देखि-ब्याच b-मान उतार-चढ़ाव असामान्य छैन।
2. सुकाउने प्रक्रिया नियन्त्रण बाहिर - नायलन, PET, र PC जस्ता सामग्रीहरू आर्द्रताको लागि संवेदनशील हुन्छन्। कम सुकाउने वा धेरै सुकाउँदा पहेंलो हुन सक्छ। एउटा अवस्थामा, एक अपरेटरले सुख्खा तापमान 80°C बाट 100°C मा बढायो, जसको कारण b-value 1.2 बाट 2.8 मा उफ्र्यो, सम्पूर्ण ब्याच स्क्र्याप भयो।
3. इंजेक्शन मोल्डिंग प्रक्रिया बहाव - पछाडिको दबाब, स्क्रू गति, इंजेक्शन गति, होल्डिंग दबाब, मोल्ड तापमान, आदि मा साना परिवर्तनहरू, रङ उपस्थितिलाई असर गर्दै, पिघल प्रवाह र क्रिस्टलाइजेसन व्यवहार परिवर्तन गर्न सक्छ। ग्लास-फाइबर प्रबलित सामग्रीहरू विशेष गरी संवेदनशील हुन्छन्।
4. मापन वातावरण भिन्नताहरू - विभिन्न रङमिटरहरू, प्रकाश स्रोतहरू, मापन एपर्चरहरू, वा अपरेटरद्वारा लागू गरिएको दबाबले पढाइलाई असर गर्न सक्छ। ग्राहक र आपूर्तिकर्ताहरू एक एकीकृत मापन मानकमा सहमत हुनुपर्छ (जस्तै, D65 प्रकाश, 10° पर्यवेक्षक कोण)।
V. निष्कर्ष: रङ व्यवस्थित गर्न सकिन्छ
ईन्जिनियरिङ् प्लास्टिकमा, रंग अब एक रहस्य छैन। तीन संख्याहरू L, a, र b ले व्यक्तिपरक भावना "मलाई लाग्छ रङ गलत छ" लाई वस्तुगत तथ्यमा बदल्छ "L मान ०.६ ले सहिष्णुता, b मान ०.८ ले बढ्छ।" रंग भिन्नताका चार स्रोतहरू बुझ्नाले हामीलाई समस्याहरू आउनु अघि रोक्न मद्दत गर्दछ।
सोधपुछ पठाउनुहोस्



X
हामी तपाईंलाई राम्रो ब्राउजिङ अनुभव प्रदान गर्न, साइट ट्राफिक विश्लेषण र सामग्री निजीकृत गर्न कुकीहरू प्रयोग गर्छौं। यो साइट प्रयोग गरेर, तपाईं कुकीहरूको हाम्रो प्रयोगमा सहमत हुनुहुन्छ।
गोपनीयता नीति